

In diesem ausführlichen Erfahrungsbericht steht eine Situation im Mittelpunkt, die viele von euch aus Werkstatt, Kleinbetrieb oder Makerspace kennen: Wie bringt ihr Schneiden, Schweißen und Oberflächenreinigung so zusammen, dass der Alltag nicht in mehreren Einzelmaschinen, improvisierten Lösungen und ständigen Abstimmungen endet? Genau an dieser Stelle positioniert sich das xTool MetalFab All-in-One Bundle 1200W als kompakte „Metallwerkstatt im Systemformat“. Nach einer Woche im laufenden Werkstattbetrieb bleibt vor allem hängen, wie deutlich die Qualität der Ergebnisse und die Prozessstabilität an Stromkreis, Gasversorgung und ein sorgfältiges Setup gekoppelt sind – und wie viel Arbeitszeit sich durch Kameras, vordefinierte Software-Parameter und klare Abläufe trotzdem einsparen lässt.

- Produktbezeichnung: xTool MetalFab All-in-One Bundle 1200W (Kombination aus Laserschweißgerät, CNC-Schneidsystem und Luftreiniger)
- Anwender:innen: DIY-affine Nutzer:innen bis hin zu professionellen Umgebungen, insbesondere Kleinunternehmer:innen, Werkstätten, Makerspaces und Bildungseinrichtungen
- Preisniveau: im deutschen Online-Shop ist für das Komplettpaket ein Betrag von rund 19.700 € inklusive MwSt. (aktionsabhängig) angegeben
Die angepeilte Zielgruppe wirkt plausibel, setzt aber bestimmte Rahmenbedingungen voraus. Eine typische „Hobby-Garage“ ohne durchdachtes Konzept für Stromversorgung, Gas, Absaugung und Sicherheitsorganisation wird das Potenzial des Systems kaum vollständig nutzen. In einer strukturierten Werkstatt mit regelmäßigem Bedarf an Metallteilen, Reparaturarbeiten oder wiederkehrenden Kleinserien dagegen erscheint das Konzept stimmig, weil mehrere Prozessschritte in einem durchgängigen Workflow zusammengeführt werden.
Aufbau des Systems und technische Basisdaten
Wer sich mit dem xTool MetalFab All-in-One Bundle 1200W beschäftigt, merkt schnell, dass es sich nicht um ein klassisches Einzelgerät handelt, sondern um eine integrierte Metallbearbeitungszelle. Schneiden, Schweißen und Reinigen laufen über klar definierte Komponenten, die gemeinsam gedacht sind. Der Hersteller legt dabei mehr Wert auf technische Kennwerte wie Leistungsdaten, Dimensionen und Prozessfenster als auf ausführliche Materiallisten einzelner Gehäuseteile. Für die Lebensdauer sind in der Praxis ohnehin andere Faktoren entscheidend: ein sauberer Stellplatz, die richtige Kühlung, regelmäßige Pflege und der Betrieb innerhalb der spezifizierten Temperaturbereiche. Gleichzeitig ist das System leistungsstark und dadurch empfindlich gegenüber einem fehlerhaften Setup, auch wenn xTool hilfreiche Hinweise zu Parametern und Fehlerbildern bereitstellt.

Technische Daten
Die folgenden Eckdaten fassen die relevanten Spezifikationen von Welder, CNC-Einheit und Luftreiniger zusammen und geben euch einen Eindruck, für welche Einsatzszenarien das System ausgelegt ist.
- Laserschweißgerät (Pro-Version): 1200 W Faserlaser mit den Betriebsarten Schweißen, Schneiden sowie Rostentfernung/Oberflächenreinigung
- Mögliche Schweißdicke (einseitige Durchschweißung): 0,2 bis 5 mm bei Edelstahl, Kohlenstoffstahl, verzinktem Blech und Titan, bis 4 mm bei Aluminium und Messing
- Reinigungsbreite: bis zu 45 mm für Rost- und Farbentfernung (mit MaxClean-Zubehör) sowie bis 10 mm im Bereich Nahtreinigung
- Wellenlänge: 1080 ± 10 nm; photoelektrischer Wirkungsgrad: 36 % (beschreibt, wie effizient elektrische Energie in Laserlicht umgewandelt wird)
- Kühlprinzip: Luftkühlung, es ist kein externer Wasserkühler erforderlich
- Laserklassifizierung: Klasse 4 sowohl für Welder als auch für das CNC-System
- Leistungsaufnahme Welder: nominell bis ca. 4200 W, maximal 21 A, Versorgung mit 200–240 V AC
- Temperaturbereiche: empfohlener Betrieb bei −10 bis 40 °C, Lagerung bei −10 bis 60 °C
- Abmessungen/Gewicht Welder: 728 × 327 × 512 mm, 38,2 kg
- Bedienoberfläche Welder: 8-Zoll Smart-Touchscreen, Zugriff auf 108+ vordefinierte One-Click-Parameter (Herstellerangabe)
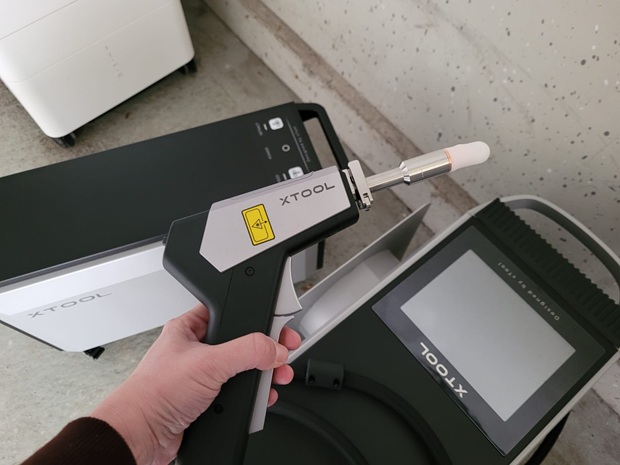
- Handgerät: Schweißpistole mit etwa 550 g Gewicht, Wechsel per Quick-Release in circa fünf Sekunden (Angabe des Herstellers)
- CNC Cutter Betriebsarten: CNC-Schneiden, CNC-Rostentfernung/Reinigung sowie CNC-Gravur (mit Einschränkungen bei stark reflektierenden Metallen)
- CNC-Gravuranwendung: vorgesehen für nicht stark reflektierende Metalle; ausdrücklich nicht geeignet für Messing, Kupfer, Silber und vergleichbar spiegelnde Oberflächen
- Gratfreies CNC-Schneiden (bei 1200 W): bis 10 mm bei Kohlenstoffstahl/verzinktem Blech, bis 5 mm bei Edelstahl/Titan, bis 4 mm bei Aluminium sowie bis 3 mm bei Messing
- Maximale Schnittstärke (mit Graten, 1200 W): bis 12 mm Kohlenstoffstahl/verzinkt, bis 9 mm Edelstahl, bis 6 mm Aluminium/Titan und bis 4 mm Messing
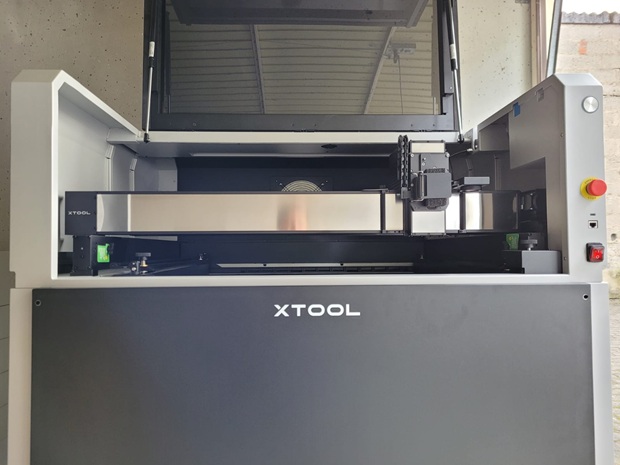
- Arbeitsbereich CNC: nutzbare Fläche 610 × 610 mm, Durchlass nach hinten: 610 × ∞ mm (Material lässt sich durchschieben)
- Bewegungsgeschwindigkeit: maximal 400 mm/s, Beschleunigung auf X/Y-Achsen bis 0,1 G (G steht hier vereinfacht für die Erdbeschleunigung)
- Positioniergenauigkeit: spezifiziert mit ±0,1 mm
- Verfahrwege: X-Achse 610 mm, Y-Achse 610 mm, Z-Achse 90 mm
- CNC-Leistung: Laserleistung 250 W, Spannungsbereich 100–240 V, maximal 2,5 A
- Abmessungen/Gewicht CNC: 1175 × 1157 × 1230 mm, etwa 158 kg
- Steuersoftware: xTool XCS
- Parameterbibliothek: laut Hersteller „100+“ vorkonfigurierte Einstellungen für „30+“ Materialien (EasySet-Konzept)
- Automatische Funktionen: Auto Lead-in Lines und Path Optimization, um Schnittpfade und Einstiche zu optimieren (Herstellerangaben)
- Kameras: Dual-System mit 16-MP-Panoramakamera plus ergänzender Nahbereichskamera
- Smart Nesting: laut Angaben des Herstellers bis zu 98,7 % Materialausnutzung durch automatische Verschachtelung
- Luftreiniger im Bundle: xTool SafetyPro AP2 oder AP2 Max abhängig von der gewählten Variante
- AP2 Kennwerte: Luftstrom 150 m³/h, Geräuschpegel etwa 55 dB, Abmessungen 290 × 491 × 542 mm, Gewicht rund 20,7 kg, Leistungsaufnahme 220 W, unterstütztes Abluftrohr mit 3-Zoll-Durchmesser
- AP2 Max Kennwerte: Luftstrom bis 700 m³/h (Herstellerangabe)
- Filterkonzept: mehrstufige Filtration mit bis zu sieben Stufen und „SuperCyclone“-Ansatz (Herstellerbeschreibung)

Besondere Systemmerkmale und Funktionsschwerpunkt
Im Mittelpunkt des MetalFab-Konzepts steht die Idee, mehrere metallverarbeitende Schritte in einem konsistenten System zu kombinieren. Aus Tester:innen-Sicht sind vor allem die Wechselwirkung von Workflow-Integration, Kameraunterstützung und Parameterbibliothek entscheidend. Hier entstehen im Alltag die größten Effekte auf Zeitbedarf und Prozesssicherheit – vorausgesetzt, Infrastruktur und Setup stimmen.
Integrierter Metall-Workflow
- All-in-One-Ansatz für Metallbearbeitung: Das System bündelt Schweißarbeiten, CNC-Schneiden, Reinigungs- und Entrostungsprozesse sowie in begrenztem Rahmen Gravuraufgaben in einem durchgängigen Setup. Gerade bei Projekten, bei denen ihr regelmäßig zwischen Bearbeitungsschritten wechselt, kann diese Kombination Reibungsverluste verringern. Sie ersetzt allerdings kein Fachwissen, sondern mindert vor allem organisatorischen Aufwand, sofern Strom- und Gasversorgung solide geplant sind.
Kamera-Workflow und Materialausnutzung
- Kameraunterstützte Positionierung und Smart Nesting: Die Kombination aus 16-MP-Panoramakamera, ergänzender Nahkamera und Nesting-Algorithmus unterscheidet das MetalFab von klassischen CNC-Konfigurationen, die rein mechanisch referenziert werden. Die optische Rückmeldung erleichtert das Einrichten, insbesondere bei Restblechen oder Mischaufträgen. Die vom Hersteller genannte Materialausnutzung von bis zu 98,7 % zeigt, dass hier ein deutlicher Fokus auf effizienter Blechverwendung liegt, auch wenn die tatsächlich erreichbare Quote vom individuellen Werkstückmix abhängt.
Vordefinierte Parameter und One-Click-Bedienkonzepte
- EasySet-Bibliothek und One-Click-Profile: In der Praxis erweisen sich die über 100 vordefinierten Parameter für mehr als 30 Materialien und die 108+ One-Click-Einstellungen am Welder als spürbare Arbeitserleichterung. Gleichzeitig bleibt der Hinweis wichtig, dass Parametervorschläge nur dann ihr Potenzial ausspielen, wenn Faktoren wie Gasreinheit, Druckbereich, Düse und Oberflächenzustand zusammenpassen. Ist diese Basis gegeben, reduziert sich der Anteil an Versuch-und-Irrtum deutlich, während bei suboptimalem Setup naturgemäß mehr Nacharbeit entsteht.
Ergonomie und Bedienkomfort
Abseits der reinen Leistungsdaten fällt auf, wie stark xTool auf eine zugängliche Bedienung setzt. Die Schweißpistole mit etwa 550 g liegt angenehm in der Hand und bleibt auch bei längeren Einsätzen gut kontrollierbar. Der 8-Zoll-Touchscreen am Welder sorgt dafür, dass ihr Einstellungen und Modi schnell findet, ohne euch durch verschachtelte Menüstrukturen kämpfen zu müssen. Die Dual-Kamera-Lösung reduziert den Bedarf an manuellem Anreißen, was nicht nur Zeit spart, sondern auch den Einstieg für weniger erfahrene Anwender:innen erleichtert.

Prozessintegration in der Werkstattpraxis
Im Alltagsbetrieb zeigt sich, dass die Stärke des Systems weniger in einer einzelnen Spitzenleistung liegt als in der Fähigkeit, Prozessschritte zu verzahnen. Ihr könnt Zuschnitte auf der CNC-Fläche fertigen, direkt anschließend Schweißnähte setzen und danach im selben Setup reinigen, ohne Werkstücke durch verschiedene Maschinenlandschaften tragen zu müssen. Die Luftreinigung mit SafetyPro AP2 oder AP2 Max fügt sich als Baustein ein, der Rauch und Partikel aus dem Arbeitsbereich fernhalten soll. Natürlich ersetzt das keine durchdachte Werkstattorganisation, aber es erleichtert die Strukturierung wiederkehrender Abläufe spürbar.
Produkttest unter Werkstattbedingungen
Um das xTool MetalFab All-in-One Bundle 1200W realistisch einzuordnen, läuft der Test über sieben Tage im laufenden Werkstattbetrieb. Ziel ist es, weniger einzelne Zahlenwerte abzuprüfen, sondern herauszufinden, wie sich das System im Alltag verhält – von der Lieferung über den Aufbau bis hin zu wiederholbaren Prozessen und Wartungsroutinen.
Testkriterien und Bewertungsrahmen
Der Prüfrahmen ist so gewählt, dass er die Besonderheiten eines Laserprodukts der Klasse 4 angemessen berücksichtigt. Aspekte wie Sicherheit, Qualität des Setups und die Fähigkeit, definierte Ergebnisse reproduzierbar zu erzeugen, wiegen hier stärker als bei deutlich einfacheren Elektrowerkzeugen. Die Bewertung erfolgt entlang nachvollziehbarer Kriterien, die für Werkstatt- und Kleinbetriebsanwendungen relevant sind.
- Verpackung und Anlieferzustand: Schutz der Komponenten, Vollständigkeit des Lieferumfangs, Verständlichkeit und Umfang der Dokumentation
- Aufbau und Logistik: Handhabbarkeit der Systemgewichte und Abmessungen, benötigte Stellfläche, Zugänglichkeit sowie Einbindung in vorhandene Werkstatträume
- Verarbeitungsqualität und Haptik: Passgenauigkeit, Stabilität bei laufendem Betrieb, Eindruck der Bedienkomponenten wie Touchscreen und Handstück
- Infrastrukturbedarf (Strom): Nachvollziehbarkeit der angegebenen Leistungsaufnahme, Planung eines eigenen Stromkreises, Fragen rund um Absicherung und Steckdosenkonzept
- Gasmanagement und Parametrierung: Anforderungen an Gasreinheit, Druckfenster und Volumenstrom sowie die Folgen von Abweichungen im realen Betrieb
- Software- und Workflow-Eindruck: Umgang mit XCS, Nutzung der EasySet-Bibliothek, Unterstützung durch Kamera-Positionierung sowie Effekte von Pfadoptimierung und Nesting
- CNC-Schneiden: Bedienlogik, Handhabung der Arbeitsfläche, Nutzen des Durchlaufs, Einhaltung der Genauigkeit von ±0,1 mm im Praxisrahmen und Gratverhalten innerhalb der Spezifikation
- Schweißbetrieb: Ermüdungsfreies Arbeiten mit der 550-g-Pistole, Übersichtlichkeit der Modi und Verhalten bei Materialstärken zwischen 0,2 und 5 mm (abhängig von Werkstoffgruppe)
- Cleaning- und Entrostungsfunktion: Nutzung der Reinigungsbreite bis 45 mm (mit Zubehör) sowie der Nahtreinigung bis 10 mm unter Berücksichtigung guter Prozessdisziplin
- Absaugung und Luftreinigung: Wirkung von AP2 bzw. AP2 Max im Alltag, Lärmeindruck um 55 dB sowie praktische Fragen der Schlauchführung
- Sicherheit: Konsequenzen der Einstufung in Laserklasse 4, organisatorische Schutzmaßnahmen im Umgang mit Laserstrahlung und Gasflaschen
- Wartung und Betrieb: Reinigungsaufwand für Schneidkopf und Optiken, Umgang mit Düsenvarianten und Monitoring der Filterlebensdauer
Ablauf des Prüfszenarios
Die Beurteilung erfolgt durch eine Person, die sämtliche Arbeitsschritte und Einstellungen selbst durchführt, um konsistente Entscheidungen zu gewährleisten. Der Zeitraum von sieben Tagen reicht bewusst aus, um eine Phase des Kennenlernens mit einem ersten Alltagsbetrieb zu kombinieren, ohne langfristige Aussagen vorzutäuschen. Die Umgebung entspricht einer typischen Werkstatt im zulässigen Temperaturkorridor des Systems, und alle Maßnahmen orientieren sich an gängigen Sicherheitsanforderungen in Deutschland, insbesondere im Hinblick auf Laserklasse 4 und den Umgang mit Druckgasbehältern.
Erwartet wird, dass das System vor allem über die Integration des Workflows überzeugt: weniger Zeitverlust durch Gerätewechsel, schnellere Positionierung durch die Kameras und ein geringerer Anteil an Versuch-Konfigurationen dank EasySet-Presets. Gleichzeitig ist klar, dass insbesondere beim Metallschnitt die Ergebnisqualität laut Herstellerangaben stark von der Gasreinheit (≥ 99,99 %) und exakt eingehaltenen Druckbereichen abhängt. Diese Abhängigkeit bleibt im Test bewusst Bestandteil der Bewertung und wird nicht „wegoptimiert“.

Unboxing und erster Eindruck
Beim Öffnen der Lieferung wird schnell deutlich, dass ihr es nicht mit einem leichten Werkstatthelfer, sondern mit einem ernstzunehmenden Produktionssystem zu tun habt. Der CNC Cutter mit rund 158 kg bestimmt maßgeblich die Logistik, während der Welder mit 38,2 kg zwar deutlich handlicher, aber ebenfalls weit von tragbar im Alleingang entfernt ist. Die Komponenten sind im Karton gut fixiert und geschützt, was bei empfindlichen Laser- und Präzisionskomponenten zwingend notwendig ist.
Zum Bundle gehört ein Luftreiniger der SafetyPro-Serie, je nach Version AP2 oder AP2 Max. Bereits bei der Entnahme der Geräte aus der Verpackung ist relevant, ob die Dokumentation schnell zu den kritischen Themen führt – also zu Stromanschluss, Gasversorgung, Sicherheitsaspekten und Grund-Setup. Die von xTool bereitgestellten Unterlagen zu Sicherheit und Fehlerdiagnose sind deutlich und zeigen, dass das System auf einen verantwortungsvollen Betrieb ausgelegt ist, nicht auf spontane „Nebenbei-Anwendungen“.

Installation und Inbetriebnahme
Die Inbetriebnahme lässt sich grob in drei Schritte gliedern: Zunächst erfolgt die Platzierung der CNC-Einheit mit ausreichendem Freiraum, danach die Stromplanung für den Welder mit Blick auf bis zu 21 A und schließlich die Einrichtung der Software xTool XCS. Nachdem die Basiskomponenten stehen, liegt der Fokus auf einer plausiblen Schlauchführung und einem strukturierten Sicherheitskonzept. Die Installation wirkt nicht unnötig kompliziert, verlangt aber konsequentes Vorgehen: Wer Abkürzungen nimmt, begegnet später schneller Problemen wie unvollständigen Schnitten oder zusätzlicher Nacharbeit. Unter guten Rahmenbedingungen bleibt der Einstieg jedoch beherrschbar.

Testverlauf im Detail und Bewertung der Ergebnisse
Im nächsten Schritt wird der siebentägige Testablauf Tag für Tag nachgezeichnet. Dadurch wird sichtbar, wie sich das System von der ersten Aufstellung bis zum routinierteren Umgang entwickelt und wo im Alltag Stärken und Schwachpunkte liegen.
Tag eins: Stellfläche, Wegeführung und Infrastruktur
Am ersten Testtag stehen weniger Funkenflug und perfekte Schnittbilder im Vordergrund, sondern ganz pragmatische Werkstattthemen. Der CNC Cutter mit seinen 1175 × 1157 × 1230 mm benötigt nicht nur eine geeignete Stellfläche, sondern auch Raum zur Materialzuführung, insbesondere wenn der Durchlass von 610 × ∞ mm sinnvoll genutzt werden soll. Es lohnt sich, Laufwege zu planen und den Arbeitsbereich so abzugrenzen, dass niemand unbemerkt in die Schutzzone gerät – bei einem System der Laserklasse 4 ist Zugangskontrolle ein ernstzunehmender Punkt.
Parallel dazu rückt die Stromversorgung in den Fokus. Der Welder kann bis zu ca. 4200 W abrufen und ist mit maximal 21 A spezifiziert, was in vielen Werkstätten lösbar, aber nicht überall selbstverständlich ist. Ohne einen geeigneten, separat abgesicherten Stromkreis kann die Investition schnell an Grenzen stoßen. Diese Anforderung ist jedoch klar planbar und muss kein Ausschlusskriterium sein, wenn die Elektroinstallation entsprechend vorbereitet oder angepasst wird.

Tag zwei: Softwareeinrichtung, Kamerabedienung und erster konsistenter Workflow
Der zweite Tag ist dem digitalen Fundament gewidmet. In xTool XCS werden Projekte angelegt, die EasySet-Bibliothek ausprobiert und die Kameraperspektiven in den Arbeitsablauf integriert. Das Dual-Kamera-System mit 16-MP-Panoramaansicht und Nahbereichsbild wirkt im laufenden Betrieb wie ein produktives Hilfsmittel, weil ihr Positionierung und Layout direkt auf dem Bildschirm kontrollieren könnt, statt ausschließlich mit Anschlägen und Anrissen zu arbeiten.
Die mehr als 100 vordefinierten Material- und Prozessparameter für über 30 Materialien bilden dabei die zweite Stütze. Im Idealfall ermöglichen diese Presets einen schnellen Einstieg, solange Materialzustand, Spanntechnik und Gasversorgung zur Vorgabe passen. Weichen diese Grundlagen ab, verliert die „One-Click“-Logik naturgemäß an Wirkung, was allerdings keine Besonderheit dieses Systems ist, sondern für jede parametergesteuerte Maschine gilt.
Tag drei: CNC-Schneiden – Qualität, Gas und Setup-Disziplin
Am dritten Tag steht die CNC-Schneidfunktion im Mittelpunkt. Grundlage bilden die klar definierten Qualitätsfenster: gratfreie Schnitte sind bis 10 mm bei Kohlenstoffstahl und verzinktem Blech, bis 5 mm bei Edelstahl/Titan, bis 4 mm bei Aluminium und bis 3 mm bei Messing vorgesehen. Für höhere Dicken gibt der Hersteller jeweils Maximalwerte mit tolerierten Graten an, etwa bis 12 mm bei Kohlenstoffstahl/verzinkt oder bis 9 mm bei Edelstahl.
In der Praxis bestätigt sich, was xTool im Support deutlich herausstellt: Gasart, Reinheit und Druckeinstellung sind zentrale Einflussgrößen. Unsaubere Schnitte oder Drossbildungen hängen häufig mit nicht passenden Druckbereichen oder ungeeigneten Düsen zusammen. Der Laser liefert die Energie, doch das Prozessgas entscheidet maßgeblich darüber, wie gut geschmolzenes Material aus der Schnittfuge ausgetragen wird. Vom Hersteller genannte Druckbereiche bis zu 1,2 MPa für bestimmte Konstellationen machen deutlich, dass Regler und Gasversorgung sorgfältig gewählt sein müssen. Unter passenden Bedingungen bleiben die Ergebnisse stabil, unter abweichenden Setups steigt der Nachbearbeitungsaufwand.

Tag vier: Nutzung des Durchlaufs, Flächennutzung und Präzisionsgefühl
Der vierte Tag nutzt die Geometrie der CNC-Einheit gezielter aus. Die Arbeitsfläche von 610 × 610 mm deckt viele typische Werkstattaufgaben ab, während der rückseitige Durchlauf mit 610 × ∞ mm dann interessant wird, wenn längere Werkstücke eingesetzt werden. Hier zeigt sich, dass der Durchlauf zwar Flexibilität bringt, aber eine geordnete Materialauflage und eine ebene Führung erfordert, damit Bauteile nicht klemmen oder sich verziehen.
Die angegebene Bewegungsgenauigkeit von ±0,1 mm liest sich zunächst wie eine nüchterne Zahl, gewinnt jedoch erst im Zusammenspiel mit einer zuverlässigen Werkstückfixierung volle Aussagekraft. Es wird deutlich, dass Präzision nicht nur durch das Portal bestimmt wird, sondern genauso durch Spanntechnik, Planlage und Materialstabilität. Das ist kein spezieller Nachteil dieses Systems, sondern ein typischer Aspekt jeder CNC-Anwendung. Im Vergleich zu Setups ohne Kameras erleichtert die optische Positionierung jedoch die wiederholbare Ausrichtung von Bauteilen.
Tag fünf: Schweißbetrieb – Handhabung, Modiauswahl und Materialfenster
Am fünften Testtag rückt der Laserschweißbetrieb in den Mittelpunkt. Die etwa 550 g schwere Schweißpistole erweist sich als gut ausbalanciert, was vor allem bei längeren Schweißfolgen positiv auffällt. Verschiedene Modi wie Naht-, Heft- und Pulsschweißen stehen zur Auswahl und erleichtern es, das Schweißverhalten an Material, Spaltmaß und Aufgabenstellung anzupassen, ohne das System zu wechseln.
Die Grenzen für die einseitige Durchschweißung sind klar gezogen: 0,2 bis 5 mm bei Edelstahl, Kohlenstoffstahl, verzinktem Blech und Titan, bis 4 mm bei Aluminium und Messing. Es wäre irreführend, sich ausschließlich von der 1200-Watt-Angabe leiten zu lassen, denn der Prozess hängt stark von vorbereiteten Oberflächen, der Wahl geeigneter Gase (xTool nennt hier Stickstoff oder Argon) und der generellen Prozessdisziplin ab. Gleichzeitig ist diese Abhängigkeit im Schweißbereich üblich und kein Spezifikum des MetalFab, zumal der Hersteller klare Leitplanken benennt.

Tag sechs: Rostentfernung und Nahtreinigung
Der sechste Tag widmet sich der Reinigungs- und Entrostungsfunktion, die im Werkstattalltag leicht unterschätzt wird. Die mögliche Reinigungsbreite von bis zu 45 mm (mit MaxClean-Zubehör) erlaubt es, Flächen in relativ wenigen Bahnen zu bearbeiten und damit Rüst- und Bearbeitungszeit zu reduzieren. Ergänzend steht eine Nahtschweißreinigung mit bis zu 10 mm Breite zur Verfügung, die sich besonders im Anschluss an Schweißarbeiten sinnvoll einfügt.
Die Herausforderung liegt weniger in der technischen Funktion, sondern in der Sorgfalt beim Wechsel zwischen den Einsatzprofilen Schneiden, Schweißen und Reinigen. Jede dieser Anwendungen erfordert ein eigenes Set an Parametern. Wer an dieser Stelle unstrukturiert arbeitet, riskiert Ergebnisse, die zwar funktionieren, aber unnötige Nacharbeit verursachen. Wird sauber zwischen Setups unterschieden, fügt sich die Reinigungsfunktion stimmig in die Idee einer kompakten Metallwerkstatt ein.
Tag sieben: Luftreinigung, Geräuschkulisse und Systemblick
Am siebten Tag richtet sich der Blick bewusst auf das Gesamtsystem, inklusive Luftreiniger. Der SafetyPro AP2 ist mit einem Luftdurchsatz von 150 m³/h und einem Geräuschpegel von etwa 55 dB spezifiziert. In einer üblichen Werkstattumgebung wirkt diese Lautstärke in der Regel akzeptabel, bleibt aber hörbar. Entscheidend sind eine sinnvolle Schlauchführung, dichte Verbindungen und eine passende Aufstellung, damit Rauch und Gerüche wirklich vom Arbeitsplatz ferngehalten werden.
Hier zeigt sich deutlich, dass der AP2 zwar für viele Szenarien reicht, aber nicht automatisch jede hohe Rauchlast abdeckt. Für umfangreichere oder längere Prozesse sieht xTool mit dem AP2 Max eine leistungsstärkere Option mit bis zu 700 m³/h vor. Gerade bei wiederkehrenden Schneid- und Schweißzyklen über Stunden hinweg wird die Auslegung des Luftkonzepts zu einem zentralen Planungspunkt. Positiv fällt auf, dass das System Funktionen wie Filter-Lifecycle-Monitoring bereitstellt, um rechtzeitig auf notwendige Wartungen hinzuweisen.

Persönliche Einordnung des Testsystems
Nach einer Woche im durchgehenden Einsatz bleibt ein überwiegend positiver, aber zugleich realistischer Gesamteindruck. Das xTool MetalFab All-in-One Bundle 1200W vermittelt keinen Spielzeug-Charakter, sondern präsentiert sich als Werkzeug, das bei durchdachter Infrastruktur ernstzunehmende Resultate liefern kann. Der größte praktische Pluspunkt liegt in der Integration des Workflows: Die Kombination aus kameragestützter Positionierung, EasySet-Presets, CNC-Fläche und den Funktionen Schneiden, Schweißen und Reinigen reduziert Übergangszeiten zwischen Arbeitsschritten.
Die wichtigste Hürde ist ebenfalls systemischer Natur: Stromversorgung und Gasmanagement sind nicht optional, sondern integraler Bestandteil des Konzepts. Die Leistungsaufnahme von bis zu ca. 4200 W bei 21 A verlangt nach einer geeigneten Elektroseite, und hochreine Gase mit passenden Druckbereichen sind unverzichtbar, wenn ihr die angegebenen gratfreien Schnittfenster ausschöpfen möchtet. Das kann im Einzelfall Aufwand bedeuten, relativiert sich aber, wenn ihr das MetalFab als kleine, strukturierte Fertigungszelle betrachtet und nicht als gewöhnliches Elektrowerkzeug.
„Die Kameraansichten verändern meinen Ablauf deutlicher als vermutet, weil weniger Anrissarbeit anfällt und Positionierungen seltener über Probieren laufen.“
„Es zeigt sich rasch, dass die Presets vor allem dann Zeitvorteile bringen, wenn Gasqualität, Druck und Düsenauswahl konsequent auf die jeweilige Aufgabe abgestimmt sind.“

Externe Stimmen und Erfahrungsberichte im Überblick
Im Testzeitraum lassen sich externe Erfahrungen vor allem dort finden, wo das Bundle als sorgfältig vorbereitetes System beschrieben wird. Hervorgehoben werden häufig eine stabile Verpackung sowie Anleitungen, die den Einstieg erleichtern. Viele dieser externen Erfahrungsberichte stammen aus hersteller- oder shopnahen Kontexten und fallen erwartbar positiv aus, greifen aber Motive auf, die sich mit den eigenen Beobachtungen decken: weniger Nacharbeit, flüssigere Abläufe und die Möglichkeit, bestimmte Metallarbeiten nicht mehr auslagern zu müssen. Wichtig bleibt die Einordnung, dass solche Erfahrungen stark von der jeweiligen Werkstattumgebung abhängen.
Beim Luftreiniger SafetyPro AP2 bzw. AP2 Max zeichnen externe Erfahrungen überwiegend ein Bild von unkompliziertem Aufbau, akzeptabler Geräuschkulisse und fühlbarer Reduktion von Geruch und sichtbaren Partikeln. Das passt gut zur Einschätzung, dass ein abgestimmtes Luftkonzept im Zusammenhang mit dem MetalFab mehr ist als nur ein angenehmes Zusatzfeature. Gleichzeitig verdeutlichen externe Erfahrungsberichte indirekt, dass Faktoren wie korrekte Schlauchführung, Abdichtung und regelmäßige Filterpflege den Ausschlag geben, ob das System langfristig so arbeitet, wie es soll.
Häufige Fragen zum xTool MetalFab 1200W All-in-One Bundle
Im Laufe des Tests tauchen immer wieder ähnliche Fragen auf, die auch in Werkstattgesprächen und Online-Foren eine Rolle spielen. Die folgenden Antworten bündeln die wichtigsten Punkte rund um Stromversorgung, Gasmanagement, Materialgrenzen und Sicherheit.
Welche Stromversorgung ist für das xTool MetalFab 1200W erforderlich, und reicht eine Standardsteckdose?
Für den Alltagseinsatz genügt eine übliche Haushaltssteckdose in vielen Fällen nicht, da der 1200W-Welder eine Leistungsaufnahme von bis zu rund 4200 W und maximal 21 A erreichen kann. Zwar arbeitet das Gerät im Spannungsbereich von 200 bis 240 V AC, benötigt aber häufig einen eigenen, passend abgesicherten Stromkreis. Der CNC Cutter selbst kommt mit maximal 2,5 A bei 100 bis 240 V aus. Ob eine Elektriker:in hinzugezogen werden sollte, hängt von eurer bestehenden Installation und den Sicherungen ab.
Wie erziele ich beim CNC-Schneiden gratfreie Kanten, und wann ist Sauerstoff sinnvoller als Druckluft?
Gratfreie Kanten erreicht ihr innerhalb der vom Hersteller genannten Qualitätsfenster, beispielsweise bis 10 mm bei Kohlenstoffstahl oder verzinktem Blech im 1200W-Setup. Sauerstoff bietet sich insbesondere dann an, wenn ihr dickeren Kohlenstoffstahl im Bereich von zwei bis zehn Millimetern zuverlässig trennen möchtet; empfohlen werden hier 99,99 % O2 bei etwa 0,06 bis 0,07 MPa und passender Düse. Weichen Gasart oder Druck deutlich von diesen Richtwerten ab, steigt das Risiko für Gratbildung und Dross.
Welche Gase werden für Schweißen, Schneiden und Reinigen gebraucht, und wie sind Gasflaschen sicher zu handhaben?
Für Schweiß- und Reinigungsprozesse nennt xTool vor allem Stickstoff oder Argon mit einer Reinheit von mindestens 99,99 %, typischerweise bei einem Volumenstrom von etwa 15 bis 30 Litern pro Minute und einem Druck zwischen 0,1 und 0,2 MPa. Für Schneidaufgaben variieren die empfohlenen Druckfenster je nach Material, oft im Bereich von 600 bis 800 kPa oder darüber. Gasflaschen sind sicherheitsrelevant, da Umkippen und fehlerhafte Handhabung zu gefährlichen Situationen führen können, weshalb ihr auf feste Sicherung, korrekte Regler und eine sachgerechte Lagerung achten solltet.
Welche Metalle lassen sich bearbeiten, und wo liegen Grenzen bei stark reflektierenden Werkstoffen wie Kupfer?
Mit dem System könnt ihr unter anderem Edelstahl, Aluminium, Kohlenstoffstahl, verzinktes Blech, Titan und Messing bearbeiten; außerdem werden nickelhaltige und magnesiumhaltige Legierungen erwähnt. Eine wichtige Grenze besteht bei der CNC-Gravur: Sie ist nur für weniger reflektierende Metalle vorgesehen und ausdrücklich nicht für Messing, Kupfer oder Silber freigegeben. Diese Einschränkung dient dem Schutz der Laseroptik und beeinflusst, ob sich das System für bestimmte hochreflektive Anwendungen eignet.
Eignet sich das xTool MetalFab für Einsteiger:innen, oder ist Schweißerfahrung Pflicht?
Die Anlage ist grundsätzlich auf eine vergleichsweise zugängliche Bedienung ausgelegt, etwa über One-Click-Parameter, einen 8-Zoll-Touchscreen und eine Materialbibliothek in der XCS-Software. Trotzdem bleibt es ein System der Laserklasse 4, das bei Sicherheit, Gasmanagement und Setup Disziplin verlangt. Integrierte Schweißmodi wie Naht-, Heft- und Pulsschweißen unterstützen auch weniger erfahrene Nutzer:innen, liefern aber nur dann hochwertige Nähte, wenn Vorbereitung und Gasparameter stimmig sind. Wer neu einsteigt, sollte bewusst mit Teststücken beginnen und nicht direkt an die Grenzen der angegebenen Materialstärken gehen.
Wie groß sind Arbeitsfläche und Durchlass des CNC Cutters, und lassen sich lange Werkstücke verarbeiten?
Die nominelle Arbeitsfläche beträgt 610 mal 610 mm, während der Durchlass nach hinten als 610 mal unendlich angegeben wird, weil das Material theoretisch durchgeschoben werden kann. Für längere Werkstücke wie Schienen, Blenden oder größere Schilder ist das praktisch, solange Auflage und Führung ausreichend stabil ausgelegt sind. Die Verfahrwege auf X- und Y-Achse liegen jeweils bei 610 mm, die Z-Achse stellt 90 mm zur Verfügung, was für die Planung von Spannmitteln und Materialhöhe relevant ist.
Warum schneidet mein MetalFab nicht sauber, und was sind typische Ursachen für Dross oder unvollständige Schnitte?
Häufige Ursachen liegen nach Hersteller- und Supportangaben in einer ungeeigneten Gasart, nicht ausreichender Reinheit oder einem Druck außerhalb der empfohlenen Bereiche. Gerade bei Materialien wie Edelstahl, Aluminium oder Messing kann der Wechsel zwischen Druckluft und hochreinem Stickstoff oder Argon einen deutlichen Unterschied in der Kantenqualität bewirken. Für dickeren Kohlenstoffstahl spielt zusätzlich der Einsatz von Sauerstoff mit definierten Druckbereichen und abgestimmter Düse eine wichtige Rolle. Stimmen Setup und Gasversorgung, stabilisiert sich die Schnittqualität spürbar, andernfalls nimmt der Nachbearbeitungsaufwand schnell zu.

Ist ein Luftreiniger zwingend erforderlich, oder reicht regelmäßiges Lüften, und wann ist der AP2 an seiner Grenze?
Aufgrund der bei Laserprozessen entstehenden Rauch- und Partikelbelastung ist eine Absaug- oder Filterlösung praktisch unverzichtbar, wenn ihr die Luftqualität im Raum auf einem angenehmen Niveau halten möchtet. Der SafetyPro AP2 ist mit einem Volumenstrom von 150 m³ pro Stunde ausgelegt, während der AP2 Max bis zu 700 m³ pro Stunde bewältigen kann und damit auf höhere Lasten zugeschnitten ist. Ob der AP2 genügt, hängt von Prozessdauer, Materialtyp und Raumgröße ab; eine reine Lüftung ohne Absaugung ist bei intensiver Nutzung meist keine ausreichende Lösung. Auch mit Luftreiniger bleiben eine dichte Schlauchführung und eine sinnvolle Positionierung entscheidend.
Welche Wartungsarbeiten und laufenden Kosten werden im Zusammenhang mit dem MetalFab häufig unterschätzt?
Oft unterschätzt werden die regelmäßig anfallenden Kosten und Arbeiten rund um die Gasversorgung, die verschiedenen Düsensysteme und die Reinigung sensibler Komponenten wie des Schneidkopfs. Für unterschiedliche Dicken- und Materialbereiche kommen laut Support unterschiedliche Nozzle-Varianten zum Einsatz, etwa SaveGas- oder Double-layer-Düsen. Beim Luftreiniger sind Filterpflege und -wechsel relevante Kostenpunkte, wobei das integrierte Filter-Lifecycle-Monitoring die Planung erleichtert. Ergänzend können Kompressor-Lösungen für Druckluft zusätzliche Investitionen und Geräuschquellen in die Werkstatt bringen.
Kann sich das xTool MetalFab für kleine Betriebe lohnen, und wann wird eine Amortisation realistisch?
Für kleinere Betriebe mit regelmäßigem Bedarf an geschnittenen, geschweißten oder gereinigten Metallteilen kann sich das System finanziell lohnen, wenn dadurch Fremdvergabe oder aufwendige Nacharbeit reduziert werden. Die Investitionsgröße von etwa 19.700 Euro macht jedoch deutlich, dass Auslastung und der eigene Prozessmix wesentliche Stellschrauben für den Return on Investment sind. Besonders überzeugend wirkt das Konzept bei wiederkehrenden Kleinserien, konstanten Reparaturaufträgen oder einer schnellen Prototypenfertigung, weil Kamera-Workflow und Parameterbibliothek hier Zeit sparen können. Bei sporadischer Nutzung bleibt die Kalkulation anspruchsvoller, da Infrastruktur- und Verbrauchskosten dennoch anfallen.
Welche Materialstärken sind beim Edelstahlschnitt möglich, und wie unterscheiden sich gratfreie und maximale Werte?
Für Edelstahl nennt xTool beim 1200W-Setup einen Bereich bis 5 mm für gratfreies Schneiden und eine maximale Schnittstärke von bis zu 9 mm, bei der mit Graten gerechnet werden muss. Praktisch bedeutet dies, dass ihr je nach Qualitätsanforderung abwägt, ob ihr eine saubere Kante ohne Nacharbeit priorisiert oder bewusst mehr Nachbearbeitung in Kauf nehmt, um dickere Bleche zu trennen. Gaswahl und präzise Einhaltung der empfohlenen Druckfenster spielen für die Kantenqualität eine große Rolle, da Stickstoff oder Argon oxidationsärmere Schnittflächen unterstützen können. Bei zunehmender Dicke lohnt sich eine tendenziell robustere Geometrie der Bauteile.
Welche Dicken sind beim CNC-Schnitt von Aluminium und Messing vorgesehen?
Für Aluminium gibt der Hersteller beim 1200W-System eine gratfreie Schnittfähigkeit bis 4 mm und eine maximale Dicke mit Graten bis 6 mm an. Bei Messing liegt die Grenze für gratfreie Schnitte bei 3 mm, während maximal bis 4 mm mit tolerierten Graten geschnitten werden kann. Zusätzlich ist wichtig, dass die CNC-Gravur bei stark reflektierenden Metallen eingeschränkt ist und Messing in dieser Kategorie ausdrücklich ausgeschlossen wird. Wie bei anderen Metallen entscheidet die passend gewählte Gasart und der richtige Druckbereich über die tatsächliche Schnittqualität.
Lässt sich mit dem MetalFab auch manuell schneiden, oder ist der Einsatz auf CNC beschränkt?
Ja, neben dem CNC Cutter steht beim Welder ein eigener Schneidmodus zur Verfügung, mit dem sich Werkstücke manuell trennen lassen, während die CNC-Einheit auf automatisierte Bearbeitung mit definierter Arbeitsfläche und Genauigkeitsrahmen ausgelegt ist. Der zentrale Unterschied liegt in der Wiederholbarkeit und in der Integration mit Kamera-Workflow und Nesting, die vor allem bei Serien und verschachtelten Zuschnitten Vorteile bringt. Für einzelne Trennschnitte oder Reparaturaufgaben kann der manuelle Modus ausreichend sein, während bei durchgängigen Serienjobs die CNC-Einheit ihre Stärken ausspielt. In beiden Fällen bleiben Gasfluss und Druck die entscheidenden Stellgrößen.
Wie laut arbeitet das Gesamtsystem, und eignet es sich für Garage oder Studio-ähnliche Umgebungen?
Der SafetyPro AP2 ist mit etwa 55 dB gelistet, was im Werkstattkontext in der Regel akzeptiert wird, aber als deutlich wahrnehmbares Geräusch auftritt. Zusätzliche Quellen wie ein externer Kompressor können mit rund 85 dB deutlich lauter sein, sodass die Gesamtlautstärke eures Setups stark vom gewählten Zubehör abhängt. Bei länger laufenden Jobs, die laut Hersteller über sechs bis acht Stunden hinweg möglich sind, wird Lärm zu einem spürbaren Planungsfaktor. In kleineren Räumen spielen darüber hinaus die Schlauchführung und die Dichtigkeit eine Rolle für die wahrgenommene Geruchsbelastung.
Welche Sicherheitsanforderungen folgen aus der Einstufung in Laserklasse 4?
Die Einstufung in Laserklasse 4 bedeutet, dass strenge Schutzmaßnahmen notwendig sind, weil sowohl direkte als auch indirekte Strahlung gesundheitsschädlich sein kann. Daraus ergeben sich Anforderungen wie kontrollierte Zugänge, persönliche Schutzausrüstung und klare organisatorische Abläufe. Hinzu kommen die Risiken im Umgang mit Gasflaschen, etwa durch Umkippen oder ungeeignete Regler, die eine sichere Lagerung und Handhabung erfordern. Das System zielt damit eher auf eine organisierte Werkstattumgebung als auf spontane Nutzung, lässt sich bei durchdachtem Sicherheitskonzept jedoch gut in etablierte Prozesse integrieren.

Wie präzise arbeitet der CNC Cutter, und welchen praktischen Nutzen haben die Kameras?
Der CNC Cutter ist mit einer Bewegungsgenauigkeit von ±0,1 mm spezifiziert, was für die meisten Werkstattteile, Vorrichtungen und Schablonen eine solide Grundlage darstellt. Die Dual-Kamera-Lösung aus 16-MP-Panoramakamera und Nahbereichskamera hilft vor allem bei der exakten Positionierung von Zuschnitten auf Rohmaterial und Reststücken. Dadurch reduziert sich der Bedarf an manuellem Anreißen und „Positionieren durch Probieren“. Die letztendliche Maßhaltigkeit hängt zusätzlich von Fixierung, Materialplanlage und Spanntechnik ab, was – unabhängig vom System – für CNC-Anwendungen typisch ist.
Welche typischen Anfängerfehler führen zu schwachen Schweißnähten, und wie stelle ich den Gasfluss sinnvoll ein?
Mangelhafte Schweißergebnisse entstehen häufig, wenn Gasfluss oder Druck nicht zu den Vorgaben passen oder wenn die Werkstücke unzureichend gereinigt und vorbereitet sind. xTool nennt für Schweißen und Reinigen Richtwerte von etwa 15 bis 30 Litern pro Minute bei einem Druck von 0,1 bis 0,2 MPa mit Stickstoff oder Argon als Prozessgas. Ein weiterer häufiger Fehler liegt darin, zu früh auf größere Materialstärken zu gehen, obwohl die einseitige Durchschweißung klar definiert ist. Wer sich an die empfohlenen Materialfenster hält und systematisch mit Teststücken arbeitet, erreicht deutlich schneller reproduzierbare Ergebnisse.
Wie aufwendig sind Transport und Aufbau, und passt die CNC-Einheit durch eine Standardtür?
Der Aufbau ist vor allem aus logistischer Sicht anspruchsvoll, da der CNC Cutter rund 158 kg wiegt und eine Größe von 1175 × 1157 × 1230 mm hat. Ob das System durch eine Standardtür passt, hängt von Breite, Höhe und den Platzverhältnissen im Zugangsbereich ab; sorgfältiges Messen vor der Anschaffung ist deshalb sinnvoll. Der Welder mit 38,2 kg ist deutlich leichter zu bewegen, bleibt aber ebenfalls ein Gerät, das man nicht mal eben allein trägt. Der AP2 liegt mit etwa 20,7 kg in einem deutlich handhabbareren Bereich, ist aber im Vergleich zum CNC-Gestell immer noch solide dimensioniert.
Wie ist die xTool XCS Software im Vergleich zu klassischer Industrie-CAM einzuordnen?
XCS legt den Fokus auf einen direkten, gut nachvollziehbaren Workflow und setzt auf voroptimierte Einstellungen sowie eine enge Verzahnung mit der kameragestützten Bedienung. Funktionen wie Auto Lead-in Lines und Path Optimization bringen Elemente aus der CAM-Welt in eine Bedienoberfläche, die sich eher an Werkstatt- und Kreativanwender:innen als an klassische Großserienfertigung richtet. Für sehr komplexe Fertigungsumgebungen mit tiefgreifendem Prozessmonitoring, Dokumentationspflichten und hochspezialisierten CAM-Strategien bleiben etablierte Industrie-CAM-Lösungen in der Regel im Vorteil. Für Prototypenfertigung, Werkstattteile und Kleinserien wirkt der Fokus auf schnelle, visuell unterstützte Setups jedoch schlüssig.
Welche Schlauchdurchmesser und Adapter benötigt der SafetyPro AP2, und ist eine Rückführung der Luft in den Raum möglich?
Der AP2 unterstützt laut Hersteller ein Abluftrohr mit 3-Zoll-Durchmesser; je nach Anschluss am System können zusätzliche Adapter erforderlich sein, die ihr gegebenenfalls selbst bereitstellen müsst. Ob die gereinigte Luft wieder in den Raum zurückgeführt wird oder nach außen gelangt, hängt von eurem Luftkonzept und den eingesetzten Filtern ab, wobei der Hersteller in FAQ-Zusammenhängen eine Rückführung als möglich erwähnt. In der Praxis spielt die Dichtheit der Verbindungen eine große Rolle dafür, ob Gerüche oder feine Partikel spürbar bleiben. Bei hoher Rauchentwicklung kann der AP2 Max mit bis zu 700 m³ pro Stunde die passendere Wahl sein.

Einordnung der Marke xTool
xTool positioniert sich im deutschsprachigen Raum als Hersteller, der Laser- und Workflow-Technik so aufbereitet, dass sie für Kreative, Werkstätten und Bildungsinstitutionen leichter zugänglich wird. Der Schwerpunkt liegt erkennbar auf Automatisierung durch Software, zentral gepflegte Parameterbibliotheken und kameragestützte Bedienkonzepte, um den Anteil an manuellem Herantasten zu verringern. Im Fall des MetalFab wirkt dieser Ansatz folgerichtig, da gerade Metallbearbeitung bei unpassenden Setups schnell in aufwendige Nacharbeit mündet.
Positiv fällt die inhaltliche Tiefe der Support-Dokumentation auf, die konkrete Gasreinheiten, Druckbereiche und typische Fehlerbilder benennt. Gleichzeitig ersetzt eine gute Online-Dokumentation keinen Vor-Ort-Service, und die tatsächliche Serviceerfahrung hängt naturgemäß vom jeweiligen Land und der individuellen Situation ab. xTool verweist zusätzlich auf Online-Support und Schulungsangebote, was im Umfeld eines Klasse-4-Lasersystems sinnvoll erscheint. Über die gesetzliche Gewährleistung hinaus liegen in den hier zugänglichen Unterlagen allerdings keine vollständig ausformulierten und allgemein belastbaren Garantiedetails vor.

Fazit: Für wen lohnt sich das xTool MetalFab All-in-One Bundle 1200W?
Das xTool MetalFab All-in-One Bundle 1200W richtet sich insbesondere an Werkstätten, kleine Unternehmen, Makerspaces und Bildungseinrichtungen, die regelmäßig Metallteile schneiden, schweißen und reinigen und dafür ein integriertes System mit kameragestütztem Workflow und vordefinierten Parametern einsetzen möchten. Wer ausreichend Platz, eine passende Stromversorgung sowie ein durchdachtes Luft- und Gaskonzept einplant, erhält ein Setup, das mehrere Schritte bündelt und Abläufe strukturieren kann. Eine Investition wirkt vor allem dann plausibel, wenn ihr Wiederholteile, Kleinserien oder häufige Reparatur- und Fertigungsaufgaben bearbeitet, bei denen Integration, Prozessdisziplin und Einrichtzeit entscheidende Faktoren sind.
xTool MetalFab All-in-One Bundle 1200W – technische Details prüfen und Konfiguration zusammenstellen

